Manufacturing Process of ERW Pipes
Manufacturing Process of ERW Pipes
This welding method again simultaneously utilizes pressure and heat in order to join the strip edges of the open-seam tube together without the addition of a filler metal. Squeeze and pressure rolls in the welding stand bring the edges of the open-seam tube gradually together and apply the pressure necessary for welding.
Before the strip enters the forming section, it is straightened and cut to a constant width by a longitudinal edge trimmer. The cut edges may be additionally bevelled for welding preparation. The strip is then formed into an open-seam tube as described above, and with the gap still relatively wide, fed via three or four fin pass stands to the welding table. The overhead fin rolls, the width of which is tapered toward the welding point, determine the gap entry angle and control its central position in the welding table. There the converging strip edges are pushed against each other by shaped squeeze rolls and then welded by means of the high-frequency electric resistance process.
In the subsequent tube finishing department, the tubes are further processed on straightening machines. The straightening operation may be preceded by a heat treatment, depending on the tube dimensions and application.
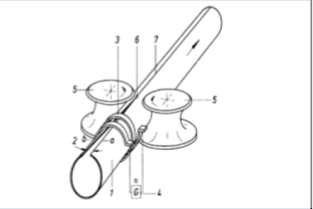
- Open-seam tube
- Welding gap entry angle
- Induction coil
- Welding generator
- Squeeze rolls
- Welding point