Printing and Ultra Violet Curing
Printing and Ultra-Violet Curing
Printing
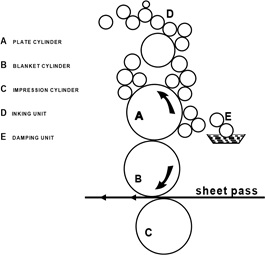
General principles of the wet-lithographic offset printing unit are shown in the diagram (Figure Below). Three cylinders are involved, the plate cylinder around which is wrapped the metal printing plate, the blanket cylinder, which transfers the design and which has either one or two rubber blankets tensioned around it, and the impression cylinder, which acts with the blanket cylinder to impart the desired “nip” to the sheet. Inked and damping units are mounted over the plate cylinder, onto which the inking and damping rollers are lowered during printing to transfer water (or water / alcohol mix) and ink onto the printing plate, which in turn, transfers the image onto the blanket cylinder.
The sheet passes under pressure through the nip between blanket and impression cylinder and receives its impression. The impression and blanket cylinders are mounted on eccentric bearings, enabling pressure to be applied or withheld as desired. When waterless plates are used the general principles of operation are the same as above except for the damping cylinder, which is no longer required. Printing inks are intimate mixtures of pigments, dyes, oils and varnishes, and much of the improved productivity in printing has been due to advances in ink
- Figure Representation of a typical roll arrangement for printing on tinplate
formulation which allow faster running speed and curing. Special inks have also been developed for particular applications such as outdoor signs (non-fading) and processed pack containers (resistant to prolonged heating in steam / water mixtures). Stoving takes place in ovens of the same type as those described for roller coatings at a temperature of about 130°C .
Until the 1950s, the single colour was almost exclusively used, and each coat had to be cured before application of the next. Since that time there has been continual development of both printing inks and machines such that four colours can now be applied wet-on-wet in one in-line machine. Stoving then takes place in ovens of the same type as those described for roller coatings. Some of the latest multi-colour printing machines are based on paper printing technology, permitting sheet thicknesses down to 0.10 mm to be handled at high speed without damage.
Ultra-violet curing
The introduction of inks and lacquers that may be cured by exposure for a few seconds to UV radiation has had a major impact on the metal decorating industry. A photo-curable formulation typically contains a mixture of a low molecular weight unsaturated polymer (an acrylated polyester, acrylated epoxy or acrylated polyurethane) dissolved in a blend of reactive monomers such as acrylates or methacrylates. Photo-initiators start a vinyl-type polymerisation reaction on exposure to UV radiation. Advantages include savings in energy consumption, less pollution from solvent fumes, faster curing and hence production rate and savings in space. For multi-colour in-line printing, inter-deck UV curing ensures each colour is fully cured before the next colour is applied.
Disadvantages at present include the expense of UV lamps and inks, the need for a wider range of suitable inks and the need to meet legislation regarding safety of UV inks for use with food and beverage cans.Also because of the extremely short curing time these inks are not so flexible as thermally cured inks.This may be important where deep forming of the tinplate takes place after printing (as in distortion printing work, which is described in the next section). Considerable research is being undertaken into many aspects of the UV curing technology, including formulations, UV lamp characteristics, and the effect of substrate.
- Source: The International Tin Association (formerly ITRI Ltd)