2 Pieces Cans – Distortion Printing, Coating and Printing on Finished Cans
2 Pieces Cans – Distortion Printing, Coating and Printing on Finished Cans
Distortion printing
Before leaving the printing of flat sheets, the distortion printing technique should be mentioned. This permits a design to be printed in the flat in such a way that only after forming the tinplate into a can shape does the printed design takes on its final intended appearance.This is achieved by first forming a sheet of tinplate printed with a square grid pattern into the final article.The distortion undergone by each particular area of sheet can then be evaluated accurately, allowing the initial artwork to be modified to allow for the distortion effects.This process of calculating the amount of distortion to be built into the artwork is now largely done by utilising computer techniques.
Coating formed two-piece drawn and wall ironed cans
For drawn and wall ironed food cans it is necessary to cover all of the outside surfaces with a polymer coating to give adequate corrosion protection and good surface slip characteristics. This is achieved by placing the washed cans, with the base uppermost, on an endless stainless steel woven belt and then passing them through a series of falling curtains of water-based coating material. These ensure that the can external surfaces are completely covered with lacquer. The bulk of the lacquer then drains off to leave the correct film weight on the cans. The external coating is then cured by passing the cans through a gas fired tunnel oven.For drawn and ironed beverage cans it is also necessary to apply an external coating. However in this case, as the side walls will be decorated by a protective print / coating system, it is only necessary to apply a separate coating to the base area. This may be done by either a roller coat or spraying process, in conjunction with the internal coating system described below.For both drawn and wall ironed food and beverage cans it is necessary to apply an internal coating material to provide an inert barrier between the can and the product contained within.This is applied by an airless spraying process, the cans being spun at high speed during the spraying operation to ensure the coating is evenly spread over the whole surface. Following this, the cans are placed, open end up, on an endless stainless steel wire mesh belt, which conveys the cans through a tunnel oven, to cure the internal coating. Depending on the product contained in the can, and specifically for beverage cans, it may be necessary to apply a second coat of internal lacquer and carry out another full curing operation.
Decorating formed two-piece cans
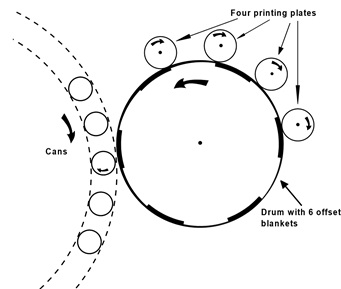
In the case of seamless two-piece cans, formed by drawing and ironing, the degree of deformation is such that the tinplate cannot be printed beforehand. A non-lithographic “dry-offset” process is adopted in this case which has been adapted from the technique widely used in the paper industry.The plate consists of a photopolymer coating which is bonded to a steel backing by means of an adhesive.The plate is exposed to a negative, using ordinary fluorescent light which hardens the exposed area. The unexposed areas are dissolved away by spraying the plate with alcohol, leaving behind the hardened portions in relief. Since the design is in raised relief on the plate, it can be coated with ink from a roller and will print directly on the offset blanket without the need for damping.The first stage of the printing process may require the application of a background coating to form the main colour of the artwork.This can be applied directly to the metal surface; no size need be used because the tinplate is quite clean and will not undergo any appreciable further deformation. Each can is coated by rotating to complete one to two revolutions against a rubber roller, which is continuously inked by rotating in contact with a metal feeder drum. The cans are then off-loaded onto pins which carry them through a gas fired “pin oven” to dry the coating; up to 1500 cans per minute can be processed in this way. On emerging, the cans are taken off their pins by a magnetic belt which then feeds them into the conveyor system that carries them to the printing machine.The printing machine consists of six separate printing heads arranged around a large revolving drum, the latter carrying a greater number of offset blankets around its perimeter. Each printing head incorporates one component plate of the design so that a maximum of six colours may be applied over the base coat. As the drum rotates, the blankets contact each printing plate cylinder in turn, causing the complete artwork to be transferred to the blankets. Each blanket then prints the complete image onto one can body as it passes the drum. The arrangement is shown here diagrammatically (Figure below). This printing system is capable of high output, matching can-making speeds in excess of 1500 cans / minute.
After printing, a wet-on-wet overvarnish may be applied as the final operation before the cans are transferred to a “pin chain” which conveys them through a “pin oven”. where the complete decoration is cured. This may take, on average, just one minute at 170°C . However, some ovens are capable of an even faster cure and stoving time may be reduced to as little as six seconds. The necking and spin-necking operations, which are done after all the internal and external coating and decoration has been completed, put great demands on the coating materials, and it is often necessary to use coatings and inks specially developed for this purpose.
- Figure: Diagram showing the principle of operation of a unit for printing on formed, cylindrical, can bodies
- Source: The International Tin Association (formerly ITRI Ltd)