HDG Process
The Process
Basic Principle As the name implies, continuous hot-dip coating involves the application of a molten coating onto the surface of steel sheet in a non-stop process. The steel sheet is passed as a continuous ribbon through a bath of molten metal at speeds up to 600 feet per minute. In the moltenmetal bath, the steel strip reacts (alloys) with the molten metal to bond the coating onto the strip surface.
As the strip emerges from the molten bath, it drags out excess liquid metal, much like when an object is pulled rapidly from a container of water. Using a gas-wiping process, a controlled thickness of coating, usually expressed as weight (mass) of coating per unit area, is allowed to remain on the strip surface.
The Process Details Continuous hot-dip coating processing lines consist of a series of steps, which may include the following sequential operations:
- An entry-end welder to join the trailing edge of one coil to the leading edge of the succeeding coil to allow the process to be continuous
- An alkaline cleaning section to remove the rolling oils, dirt, and iron fines (surface contaminants from the cold reduction process) that are on the sheet surface
- An annealing furnace that is used to heat the steel to high temperatures to impart the desired mechanical properties (strength and formability) to the steel sheet
- A bath of the molten coating metal being applied to the steel surface
- Gas knives to wipe of the excess coating metal and obtain the required coating weight
- Galvanneal furnace to produce a zinc-iron coating
- A cooling section to cool the strip and solidify the coating as it emerges from the bath
- A temper mill to impart the desired surface finish to the coated steel
- A treatment section to apply a clear, water-based treatment to the coating to prevent storage stains that can form on the coating surface when moisture is present (condensation and/or water infiltration originating from improper shipping or storage)
- An oiling section used most often to apply a rust-inhibitive oil; at times, used to apply a forming oil
- A recoiler to rewind the finished coil of steel that now has:
- The desired steel strength and formability
- An adherent, corrosion-resistant coating
- The desired surface finish
- A high level of flatness
- A clear chemical treatment and/or oil to assist with preventing degradation of the coated-sheet appearance
Below is a schematic of a hot-dip coating line
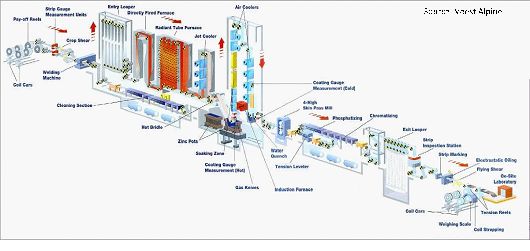
In most cases, the incoming steel is “full-hard” sheet coming directly from a cold reduction mill. The cold reduction mill is used to decrease the thickness of the hot-rolled pickled strip to the desired thickness. Cold rolling makes the steel very hard with limited formability. For heavier sheet thicknesses, the product may be entered into the coating line directly after hot rolling and pickling. In either case, the sheet is uncoiled and welded to the tail end of the coil ahead of it in the processing line. It is then cleaned in a process unit that typically uses an alkaline liquid combined with brushing, rinsing and drying. From the cleaning section, the strip passes into the heating (annealing) furnace to soften the full-hard strip and impart the desired strength and formability to the steel.
In the annealing furnace, the strip is maintained under a reducing gas atmosphere to remove any vestiges of oxide on the steel surface. The gas atmosphere is composed of hydrogen and nitrogen. This oxide is very important to obtain complete wetting of the steel surface during the short time that it is immersed into the coating bath.
The exit end of the furnace is connected directly to the molten coating bath by a “snout” to prevent any air from re-oxidizing the heated steel strip prior to it reacting and alloying with the molten coating metal. In the coating bath, the strip passes around a submerged roll and then exits the bath in a vertical direction. At the exit point, a set of gas knives (usually high pressure air), wipe off excess molten metal, leaving behind a closely controlled thickness of molten metal.
The coating is then cooled to allow the metal to freeze on the steel surface. Freezing of the coating, or solidification, has to be accomplished before the strip contacts another roll to avoid transferring the coating onto the roll. To accomplish this, coating-process lines usually have a high tower above the coating bath, perhaps as high as 200 feet on some of the newer lines. Galvanneal is produced from galvanize by reheating the coated sheet above the wiping knives to alloy the zinc with the iron in the steel.
After cooling to close to room temperature, the strip feeds into the exit end equipment – temper mill, tension leveler, chemical treatment section, oiler, and then is recoiled on an exit-end mandrel.
The continuous strip is sheared at the weld that was made at the entry end of the line to remove the weld, as well as to preserve coil-to-coil identity.
How Much Coating is Needed?
Hot-dip galvanized coatings can be applied at levels ranging from as low as 40 g/m2 to greater than 600 g/m2. The amount of coating required depends on the application. Thin galvanized coatings provide sufficient corrosion protection for applications where the corrosion rate is low (interior electrical equipment, interior wall panels, computer equipment, etc.) and where further painting will be done to increase protection. Thick coatings are intended for applications where the corrosion rate is high and long service life is needed (marine environments and underground applications).
In all cases, a word of caution is in order. The coating thickness may affect other properties of the coated-steel sheet product; thus, all application requirements need to be considered when selecting the specific coating weight. For example, does the part being made involve a large amount of forming? This may limit the thickness of the coating to avoid loss of coating adhesion. Is spot-welding involved? This may limit the maximum coating thickness for a given application
Alternate Process (Flux Coating)
There is another hot-dip process that is used in some parts of the world, which involves a significantly different approach. In this method, called the flux-coating process, the steel is annealed ahead of the coating line in a separate operation, either by batch annealing or continuous annealing. The coating line does not have the large continuous annealing furnace that was mentioned above. In the flux-coating process, the steel is cleaned to remove oils, dirt, etc., and then pickled to remove the thin oxide coating that is present on the steel surface. After rinsing, the steel is then passed into an aqueous flux solution to apply a flux coating onto all areas of the steel surface.
When the flux-covered strip enters the coating bath, the chemical action of the flux behaves similar to the performance of fluxes used for soldering, i.e., it reactions help to obtain rapid “wetting” of the molten coating to the steel surface. Recall that this wetting reaction is required to obtain complete coverage of the molten coating, and a good bond between the coating and the steel.
The remainder of the flux-coating process is essentially the same as that used in the process described above for the lines that have in-line annealing furnaces. Some references to the flux-coating process refer to it as the “cold” process in contrast with the term “hot” process used to define the lines that have in-line annealing furnaces. By far, the number of “hot” lines exceeds the number of “cold” lines.
Summary
The hot-dip process for steel sheet is used today to make a variety of hot-dip coated products, i.e., seven different coating metals. These coatings include:
- Galvanize (zinc)
- Galvanneal (zinc/8-10% iron alloy)
- Two alloys of zinc and aluminum
- 55% aluminum/45% zinc alloy
- 95% zinc/5% aluminum alloy
- Alloy of zinc, aluminum and magnesium
- Two aluminum based alloys
- Aluminum/5-11% silicon alloy
- Pure aluminum
- Source: https://www.galvinfo.com/