Tube Extrusion
Tube Extrusion Process
This process is employed for manufacturing tubes up to approx. 230 mm outside diameter. The usual starting material takes the form of round steel billets/blooms, rolled, forged or continuously cast, with diameters up to 300 mm.
Following heating to forming temperature, the starting material is inserted in the cylindrical recipient of the extruder, which features a round-bored die in its bottom. The bloom is initially pierced through the centre by a mandrel driven by a hydraulic ram. As the piercing mandrel passes through the die, it forms an annular gap through which the material is extruded under the pressure exerted by the ram to form the tube .The material remaining in the extruder is subsequently cut from the tube as recyclable discard.
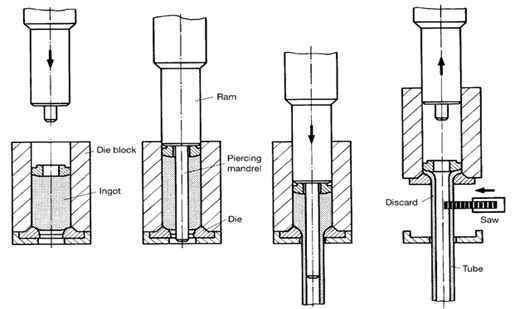
- Figure - Diagrammatic illustration of extrusion process
- NOTE - API, Stainless Steel Pipes, Alloy Steel Pipes are made by one of the above.
- Process depending on the final type of pipe required.
Tube Extrusion Process
- Downstream tube cold forming
Cold working processes is to achieve closer wall thickness and diameter tolerances, an improvement in surface finish and specific mechanical properties in the tube. Cold forming also serves to expand the product mix toward the lower end of the OD and wall thickness scales.
The processes which predominate in this respect are cold drawing and cold pilgering. Cold forging, flow forming, cold rolling and other processes involving machining operations (e.g. honing) are less important in terms of the quantities produced and tend to be reserved for the manufacture of tube and pipe for special applications.
- Cold Forming
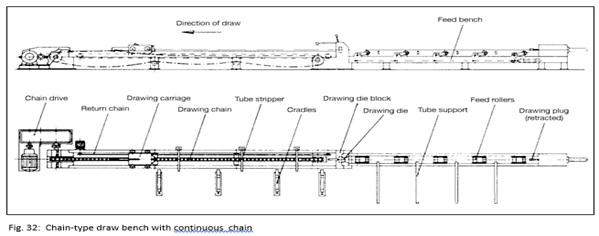
In plug drawing, a plug which is either fixed to a mandrel bar, or a so-called floating plug (this lodges in the forming zone as a result of its particular shape and the forming pass it produces) forms an annular gap with the block die through which the tube is drawn. This reduces within close tolerances both the outside and inside diameters, and thus also the wall thickness, as well as smoothing and polishing both the outside and inside surfaces.
- Cold Pilgering
The cold pilgering process is characterized by the fact that the hollow blank is forged and elongated over a stationary, tapered mandrel by two rolls with ring dies of a corresponding pass design which reciprocate back and forth over the stock.This rolling action is imparted by a rack and pinion arrangement in which the pinions are rigidly connected to the pilger rolls, so causing them to rotate as the rolling stand traverses to and fro.
The rolling stand motion, and thus the longitudinal travel and rotation of the rolls, is powered by a crank drive.The pass design of the two rolls consists of a circular recess, corresponding to the cross section of the hollow blank, which tapers over a certain portion of the roll circumference to provide an ideal, continuous transition to the finished tube diameter. Consequently, as the rolls move forward and backward, the hollow blank is formed in the desired manner.
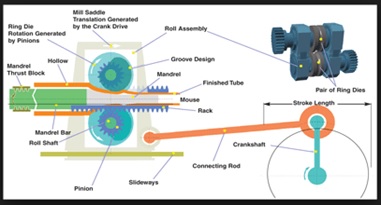
- Figure- Diagrammatic illustration of cold pilgering